Автосцепка пассажирских вагонов должна обеспечивать надежное механическое соединение между составами, устойчивость при переменных нагрузках и безопасность при движении на высоких скоростях. Согласно требованиям Технического регламента Таможенного союза ТР ТС 001/2011 и отраслевых стандартов, конструкция сцепного устройства обязана соответствовать расчетной осевой нагрузке и параметрам продольного усилия, возникающего при трогании, торможении и экстренных ситуациях.
Основные технические характеристики автосцепки включают в себя расчетное усилие на разрыв не менее 980 кН, предельный ход поглощающего аппарата не менее 130 мм и энергоемкость поглощающего устройства не менее 25 кДж. Эти параметры критичны при прохождении вагонов по криволинейным участкам пути, при торможении с полной нагрузкой и при нештатных столкновениях.
Используемые автосцепки должны быть совместимы с межгосударственными стандартами (например, ГОСТ 32474–2013) и иметь устройства автоматического центрирования. Угол отклонения головки автосцепки от оси вагона не должен превышать 5° при нормальных условиях эксплуатации. Обязательным является наличие систем автоматической блокировки, исключающих расцепление в пути следования.
Критически важно, чтобы автосцепка не только соединяла вагоны, но и передавала сигналы между составами через межвагонные соединители. Сопротивление контактной группы должно быть не выше 0,01 Ом, а сама система обязана сохранять работоспособность при температуре от -50 °C до +45 °C. Герметичность электрических разъемов – необходимое условие для безопасной эксплуатации при высокой влажности и запыленности.
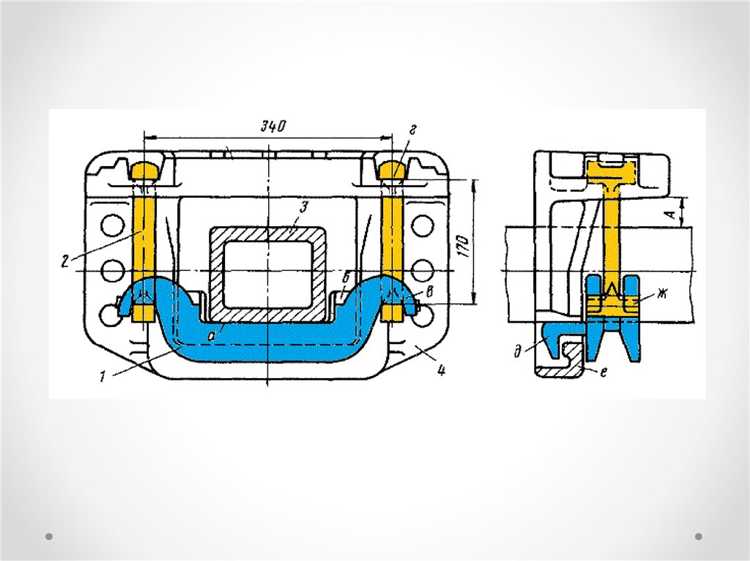
Конструкционные параметры автосцепки для пассажирского вагона
Длина автосцепного устройства от центра оси пальца до торца головки не должна превышать 720 мм. При этом предусмотрена возможность амортизации за счет встроенных резино-металлических или гидравлических поглощающих аппаратов. Важно, чтобы ход сжатия аппарата составлял не менее 100 мм, обеспечивая эффективное гашение продольных ударов.
Допустимая высота центра автосцепки от уровня головки рельса должна находиться в пределах 1040–1080 мм при нормальной загрузке вагона. Отклонение от этих значений может привести к сбоям при сцепке и повышенному износу элементов механизма.
Угловая подвижность головки в горизонтальной плоскости должна составлять не менее ±6°, а в вертикальной – не менее ±3°. Это необходимо для безопасного прохождения кривых малого радиуса и неровностей пути.
Корпус автосцепки изготавливается из легированной стали с пределом прочности на растяжение не менее 980 МПа. Материал должен сохранять пластичность при температуре до –50 °C, что критично для эксплуатации в северных регионах.
Для повышения устойчивости автосцепки к усталостным нагрузкам применяется термическая обработка с отпуском до твердости 35–40 HRC. Обязательна дефектоскопия сварных швов и участков максимального напряжения.
Защита от самопроизвольного расцепления обеспечивается специальным механизмом автоматической блокировки, активируемым при сцепке. Конструкция исключает возможность неполного зацепления замковых элементов и предусматривает визуальный контроль замыкания.
Автосцепка должна быть совместима с устройствами экстренного расцепления при аварийных ситуациях, включая сбрасывающее сцепное звено или пиротехнический элемент, используемый в составах повышенной категории безопасности.
Допустимые нагрузки на автосцепное устройство при тяге и торможении
Автосцепное устройство пассажирских вагонов должно выдерживать как растягивающие, так и сжимающие усилия, возникающие при различных режимах движения. Основной параметр – предельно допустимая продольная сила, которую конструкция обязана воспринимать без остаточной деформации и потери эксплуатационных свойств.
При тяговом режиме автосцепка должна выдерживать растягивающие усилия до 800 кН, возникающие при трогании поезда с места или при движении на участках с большим продольным уклоном. Для торможения критичными являются сжимающие нагрузки, величина которых может достигать 1000 кН при резком торможении с полной служебной или экстренной ступени.
Нагрузочные значения рассчитываются с учётом массы поезда, динамики торможения, условий эксплуатации, а также требований нормативных документов – в частности, ГОСТ 32465 и ТУ, применяемых для конкретного типа автосцепок. Превышение этих пределов недопустимо, так как приводит к повреждению элементов сцепного узла: замка, замочного узла, корпуса или упорной поверхности поглощающего аппарата.
Для минимизации пиковых усилий в сцепке применяются энергопоглощающие аппараты с определёнными характеристиками сжатия и восстановления, соответствующие категории вагона и его максимальной расчетной массе. Их конструкция подбирается так, чтобы уровень передачи усилий не превышал допустимых значений в узлах крепления автосцепки к раме вагона.
Контроль нагрузок осуществляется при испытаниях и в эксплуатации с применением стационарных и бортовых диагностических средств. Регламентируется также предельный износ деталей, при котором допускается дальнейшее использование автосцепного устройства без потери несущей способности.
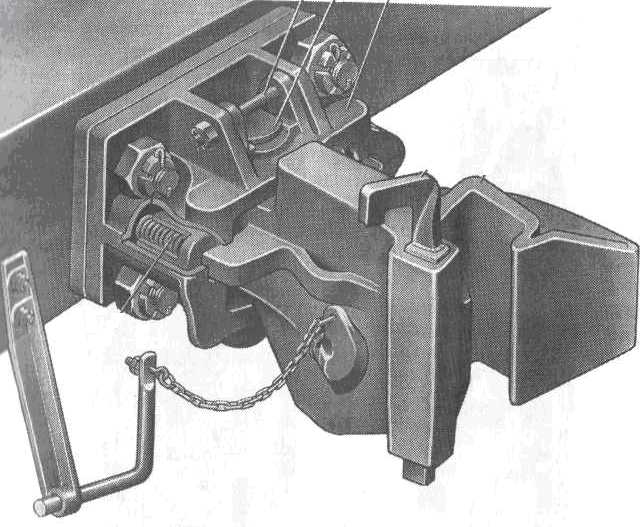
Требования к геометрии сопряжения автосцепок разных вагонов

Геометрия сопряжения автосцепных устройств пассажирских вагонов должна обеспечивать безаварийное автоматическое соединение без необходимости ручного вмешательства. Основное требование – совместимость пространственного расположения и размеров сопрягаемых элементов автосцепки при различных отклонениях, допустимых в эксплуатации.
Высота оси автосцепки от уровня головки рельса должна находиться в диапазоне 1040–1060 мм при статической нагрузке. Допустимое горизонтальное отклонение оси автосцепки относительно продольной оси вагона не должно превышать ±5 мм. Вертикальное отклонение относительно горизонтали допускается в пределах ±10 мм при полностью нагруженном вагоне.
Продольное перекрытие головок автосцепок при соединении должно составлять не менее 30 мм, обеспечивая устойчивое зацепление даже при наличии максимального зазора в направляющих поверхностях. Радиус сопряжения конусных поверхностей хвостовика и гнезда должен быть унифицирован в пределах от 200 до 250 мм для исключения перекосов и заклиниваний.
Размеры конуса хвостовика, угол наклона направляющих поверхностей, а также форма и параметры замкового устройства должны строго соответствовать требованиям ГОСТ 32497 и межгосударственных стандартов, регламентирующих сопряжение автосцепок типа СА-3 и УЗ.
Особое внимание уделяется допускам на износ сопрягаемых поверхностей. При износе, превышающем 3 мм по вертикали и 2 мм по горизонтали в зонах контакта, сцепка считается непригодной для безопасной эксплуатации и подлежит ремонту или замене.
При проектировании вагонов, предназначенных для эксплуатации в составе международных поездов, необходимо обеспечивать полную совместимость автосцепных устройств с системами, используемыми в странах СНГ и ЕС. Это достигается за счет внедрения адаптеров или комбинированных конструкций, соответствующих обоим стандартам сопряжения.
Материалы, применяемые в производстве автосцепного узла

Конструкция автосцепного узла пассажирского вагона требует применения материалов с высокой механической прочностью, ударной вязкостью и устойчивостью к циклическим нагрузкам. Основное внимание уделяется деталям, работающим под нагрузкой в зонах контакта, где особенно важны износостойкость и стабильность геометрии в процессе эксплуатации.
- Корпус автосцепки изготавливается из литой легированной стали с содержанием марганца (например, сталь 35ХГСА или 30ХГСН2А), обеспечивающей предел прочности свыше 900 МПа и сопротивление ударным нагрузкам при температурах до –40 °C.
- Ось поворотного элемента выполняется из хромоникелемолибденовой стали (40ХНМА или аналог), прошедшей объемную закалку и отпуск, что позволяет выдерживать переменные крутящие и изгибающие моменты без разрушения.
- Клинья и фиксаторы, подверженные интенсивному контакту с сопрягаемыми деталями, производятся из стали У8А или 65Г с последующей цементацией и закалкой до твердости не ниже 58 HRC, что минимизирует износ в условиях ограниченного смазывания.
- Амортизирующие элементы, поглощающие продольные нагрузки, изготавливаются на основе термообработанной резины с включением армирующих прокладок из текстолита или стального корда, либо из полиуретановых композиций, сохраняющих упругость при температурных перепадах.
- Втулки и направляющие вставки из бронзы БрОФ6.5-0.15 или фторопласта-4 применяются в зонах скольжения, снижая коэффициент трения и предотвращая заедание узлов.
Выбор конкретного материала обоснован расчетными нагрузками, условиями взаимодействия сопрягаемых поверхностей и климатическими условиями эксплуатации. При разработке новых модификаций автосцепок учитываются не только прочностные характеристики, но и технологичность обработки, возможность сварки и регламентированный ресурс элементов в составе вагона.
Нормы износостойкости и ресурс работы автосцепки

Ресурс автосцепного устройства пассажирских вагонов устанавливается не менее 1 000 000 километров пробега без капитального ремонта. Основные элементы, подверженные износу – замковый узел, конус и тяговый крюк.
Максимально допустимый износ рабочих поверхностей замка и конуса не должен превышать 1,5 мм по толщине материала. При достижении этого значения требуется замена или восстановление детали.
Твердость рабочих поверхностей должна сохраняться в пределах 340–380 HB для обеспечения необходимой износостойкости. При снижении ниже 320 HB детали подлежат замене.
Регламентированный контроль износа проводится ежегодно и после каждых 250 000 км пробега, включая измерение люфта замка и состояния контактных поверхностей.
Допустимый суммарный люфт в узле сцепления не превышает 4 мм по радиусу и 6 мм по оси, превышение ведет к ухудшению сцепных характеристик и риску саморасцепа.
После ремонта или термической обработки проводится неразрушающий контроль и испытания на усталость с нагрузкой до 300 кН, минимальная цикличность испытаний – 1 000 000 циклов.
Соблюдение данных норм обеспечивает стабильную работу автосцепки в режиме длительной эксплуатации с гарантией безопасности движения и минимальными затратами на техническое обслуживание.
Условия работоспособности автосцепки при низких и высоких температурах

Для обеспечения работы при низких температурах применяются смазочные материалы с низкой точкой застывания (ниже -70°C) и повышенной адгезией, что предотвращает вымывание смазки и образование ледяных наростов. Конструкционные элементы изготовляют из сплавов с низким коэффициентом температурного расширения, что минимизирует зазоры и риск деформации.
При температурах выше +40°C автосцепка подвергается увеличенной тепловой деформации и ускоренному износу смазки. В таких условиях рекомендуется использовать высокотемпературные смазки с устойчивостью к окислению и термостабильностью до +120°C. Важна также защита автосцепки от прямого солнечного нагрева и агрессивных факторов окружающей среды.
| Параметр | Минимальная температура, °C | Максимальная температура, °C | Рекомендации |
|---|---|---|---|
| Рабочий диапазон температур | -60 | +50 | Использование морозостойких материалов и смазок |
| Температура замерзания смазки | -70 и ниже | – |